Industrial Humidifier in Textile Mill
Ultrasonic humidification for spinning, weaving, and finishing — 65–75% RH for zero yarn breakage
THE NEED
Why Textile Mill?
65-75%
RH required for cotton spinning and weaving
30%
yarn breakage increase at <55% RH
2-3%
weight loss in cotton at <50% RH (revenue loss)
Zero
static charge issues with proper humidification
25%
productivity gain with correct humidity in mill
ATIRA
recommends 65-70% RH for ring spinning
OVERVIEW
What is Textile Mill?
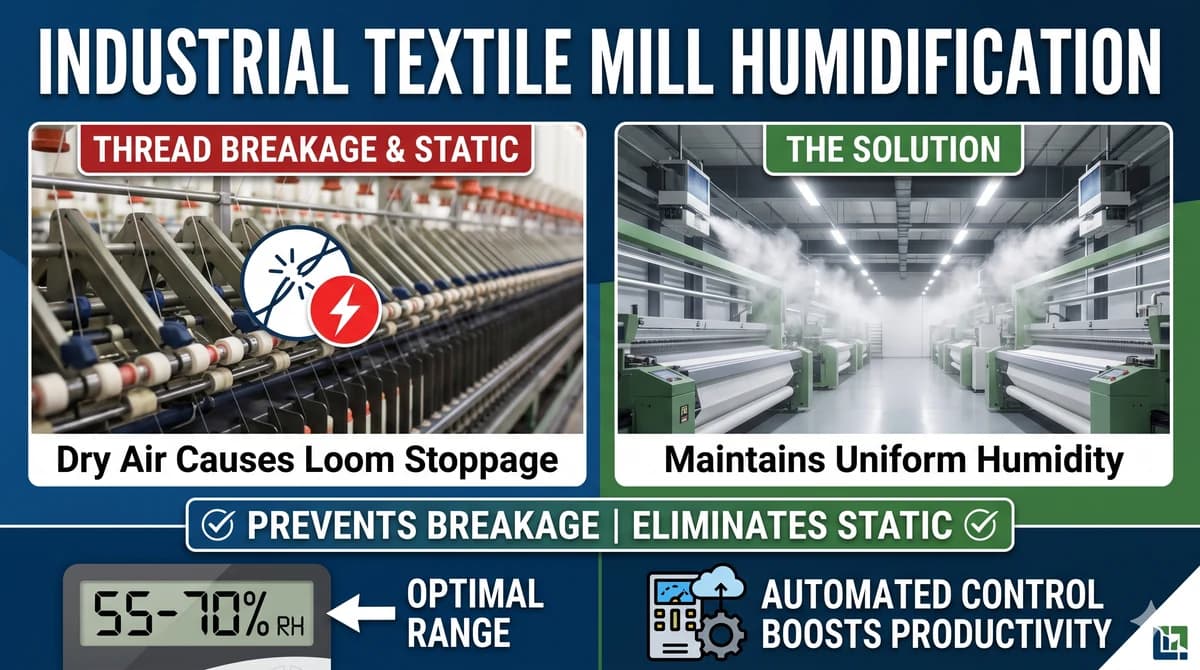
Textile manufacturing is one of the most humidity-sensitive industrial processes in the world. Natural fibres — cotton, wool, silk, jute, and rayon — are hygroscopic: they absorb moisture from the air (regain) in proportion to relative humidity, with moisture content determining fibre strength, elongation, and electrostatic properties. At RH below 50%, cotton fibre moisture regain drops below 5% (standard condition: 7% at 65% RH), reducing fibre tensile strength by 20–30% and dramatically increasing yarn breakage rates in spinning and weaving. ATIRA (Ahmedabad Textile Industry Research Association) recommends 60–70% RH for spinning departments and 65–75% RH for weaving departments — standards that India's textile mills struggle to maintain in dry climate zones and air-conditioned facilities.
Yarn breakage is the most visible and economically significant consequence of low humidity in textile mills. A ring spinning frame with 400 spindles operating at 15,000 RPM generates approximately 3,000 rupees of yarn product per hour. Every yarn breakage stops one spindle and requires operator attendance to rejoin — taking 30–120 seconds per break. At 10% breakage rate (caused by low humidity, 5 breaks per 1000 spindle-hours), a 10,000-spindle spinning mill loses 50 spindle-hours per hour — equivalent to ₹1,500/hour in lost production. Maintaining 65% RH typically reduces breakage to 2–3 per 1000 spindle-hours — recovering ₹1,050/hour in direct production value.
Static electricity in synthetic fibre processing is a separate and equally serious problem. Polyester, nylon, polypropylene, and acrylic fibres are poor electrical conductors — static charges generated by fibre-to-roller friction accumulate on fibre surfaces, causing fibres to repel each other (causing 'lappet' or 'lap-up' on rollers), cling to metal guides (causing 'wrap-around'), and attract airborne fibre fly (worsening air quality and causing contamination). At RH above 55%, the moisture film on fibre surfaces provides sufficient electrical conductivity to dissipate static charges as they form — eliminating static-related processing problems without antistatic chemical treatments.
OZ India Technology Industrial Ultrasonic Humidifiers are specifically configured for textile mill humidification — the most demanding industrial humidification application, requiring continuous high-volume moisture output into large manufacturing spaces with high air movement from spinning and weaving machinery. OZ India supplies humidification capacities from 2 kg/hr (single section, 500 m²) to 100+ kg/hr (full mill humidification system), with duct distribution systems designed for uniform humidity across all production sections. Our textile mill humidification installations operate at spinning mills in Ludhiana and Coimbatore, weaving units in Surat and Bhilwara, and knitting mills in Tiruppur.
THE SCIENCE
How Ozone & UV Work in Textile Mill
OZ India industrial ultrasonic humidifiers for textile applications use high-intensity piezoelectric transducer arrays operating at 1.7 MHz to atomise water into 1–5 micron droplets. Unlike high-pressure water spray systems (nozzle size 50–100 microns) that produce droplets visible in the air and risk wetting machinery and product, the ultrasonic 1–5 micron mist evaporates within 2–3 metres of the nozzle outlet — adding moisture to the air without any wettable droplets reaching the textile product or machinery. This distinction is critical in spinning departments where wet yarn causes fibre damage, machine corrosion, and slip hazards.
Humidity distribution in textile mills uses a high-duct system: OZ India humidifier units are mounted in the ceiling void or on the sidewall, feeding moisture into the mill's air return duct or directly into the high-speed air circulation created by spinning frame and loom exhaust fans. The lint-laden air in spinning mills requires the humidifier housing and distribution nozzles to be designed for dusty environments — OZ India textile humidifiers have IP54 rated enclosures, self-cleaning nozzle assemblies, and stainless steel mist chambers that resist lint accumulation and allow easy cleaning during planned maintenance stops.
For large weaving sheds (10,000–50,000 m² floor area), OZ India designs central humidification systems with multiple satellite humidifier units connected to a common water supply manifold and controlled by a master controller. The master controller reads humidity sensors placed at representative production positions (typically 6–12 sensors in a large weaving shed) and calculates the average mill RH. Each satellite humidifier's output is adjusted proportionally — units near the walls or doors (where dry outside air infiltrates) operate at higher output than units in the centre of the shed. This zone-sensitive control maintains ±3% RH uniformity across the entire production floor.
Temperature and humidity are interlinked in textile humidification — at constant moisture content, higher temperature means lower RH. During summer months in Indian textile mills (when ambient temperature reaches 38–42°C), achieving 65% RH requires substantially more moisture addition than winter months. OZ India humidification controllers use psychrometric calculations (incorporating both temperature and humidity sensor data) to calculate the actual moisture addition required for the target RH at current room temperature — automatically compensating for seasonal temperature variation without requiring manual adjustment of set points.
Evaporative cooling effect is a useful side benefit of ultrasonic humidification in summer: each kilogram of water evaporated absorbs approximately 2,500 kJ of energy from the room air, reducing temperature by 1–2°C at typical humidification rates. For non-air-conditioned spinning mills (common in SME sector), ultrasonic humidification provides both the required humidity for fibre quality and a modest cooling effect that improves operator comfort during summer — reducing heat-related productivity losses. This dual benefit improves the economic case for textile humidification in non-AC mills.
THE SOLUTION
OZ India Technology Solution
OZ India Technology textile humidification systems are engineered for the specific RH targets, room volumes, and production conditions of each mill type. Spinning mill systems target 60–70% RH with ±3% uniformity across ring frames, open-end spinning machines, or air-jet looms. Weaving mill systems target 65–75% RH with ±3% uniformity across shuttle or shuttleless looms. Knitting mill systems target 60–65% RH for optimal needle lubrication and yarn elasticity. Each system includes: OZ India ultrasonic humidifier units (2–20 kg/hr each), distribution nozzle array, RH sensor network, master controller with touch screen display, and data logging for production records.
Water quality management for textile mills differs from data centre applications — the slightly higher TDS tolerance of textile fibres (unlike sensitive electronics) allows municipal tap water in soft-water areas (TDS <300 mg/L). However, in hard-water zones (Gujarat, Rajasthan — TDS 500–1,500 mg/L), OZ India recommends RO pre-treatment to protect transducer life and prevent mineral encrustation of distribution nozzles. OZ India supplies inline water softeners or compact RO units as part of the complete humidification package — ensuring the humidifier feed water meets quality requirements regardless of local water supply characteristics.
OZ India textile humidification projects are executed with minimal disruption to production: ceiling-mounted humidifier units are installed during planned maintenance shutdowns (typically 8–16 hours) without moving production machinery. Water supply and electrical connections are routed through existing cable trays and conduit routes. Commissioning and RH calibration are completed within one production day. Post-commissioning, OZ India provides a textile humidification audit after 4 weeks of operation — measuring actual RH at multiple production positions, yarn breakage rate, and static electricity levels (if synthetic fibres) to verify system performance and adjust set points if required.
Economic justification for textile humidification is straightforward and well-documented in Indian textile industry literature. OZ India provides a pre-purchase ROI analysis for each project using the customer's own production data: current yarn breakage rate per 1,000 spindle-hours (from existing production records), value of yarn produced per hour, estimated breakage reduction to achieve from improved humidity (typically 40–60% reduction), resulting annual production recovery. For a typical 10,000-spindle spinning mill, improved humidification generates ₹18–35 lakh of annual production recovery — payback on the humidification system investment in 6–10 months.
PERFORMANCE
Without vs With OZ India Treatment
| Parameter | Without Treatment | With OZ India System |
|---|---|---|
| Relative humidity maintained | 20–45% (winter, dry zones) | 63–68% RH (±3% uniformity) |
| Yarn breakage rate | 12–18 per 1,000 spindle-hours | 3–5 per 1,000 spindle-hours |
| Annual production loss (10K spindles) | ₹1.5–2.5 crore/year | Reduced by 70–80% |
| Static electricity (synthetic fibres) | Significant — roller wrap, lap-up | Eliminated at RH >55% |
| Yarn quality (uniformity index) | Variable — humidity-affected | Improved 10–20% |
| Energy cost vs steam humidification | Steam: 700W per kg evaporated | Ultrasonic: 50W per kg evaporated |
| Humidifier maintenance in dusty mill | Spray nozzle clogging frequent | Monthly filter; quarterly clean |
PERFORMANCE DATA
Technical Performance Data
Reference data for ozone treatment system design and validation — applicable to Textile Mill applications. All data per standard water treatment engineering practice (AWWA, WHO, CPCB guidelines).
Pathogen Log Inactivation at 3 mg/L Ozone (CT = 45 mg·min/L)
BOD Reduction (%) vs Ozone Dose — Typical STP/ETP Secondary Effluent
E. coli Log Inactivation vs Contact Time at 3 mg/L Ozone
System Sizing Guide — Plant Flow Rate vs Ozone Generator Capacity
RECOMMENDED EQUIPMENT
Products for Textile Mill

Ultrasonic Humidifier Industrial
Industrial piezoelectric ultrasonic humidifier 1-100 kg per hour for textile mills pharmaceutical and data centres

Industrial Dehumidifier
Industrial dehumidifier for pharmaceutical cold storage museum archive and humidity-sensitive process control
SIZING GUIDE
Installation & Sizing Guide
Textile mill humidification capacity is calculated from the psychrometric humidity load: Mass of water to add (kg/hr) = Volume flow of air × Air density × (ω_target − ω_actual). For a 2,000 m² spinning section with 5m ceiling (10,000 m³), 30 ACH from spinning machine exhaust, ambient at 25°C/35% RH (winter morning) targeting 65% RH at 28°C: Δω = 0.016 − 0.009 = 0.007 kg water/kg dry air; Humidification load = 300,000 m³/hr × 1.17 kg/m³ × 0.007 = 2,457 kg/hr. This is the steady-state load; during startup from morning cold conditions, the transient peak load is 3–4× higher. OZ India systems are sized at 130% of steady-state load to handle transient conditions.
Practical unit layout: OZ India recommends one 6 kg/hr humidifier unit per 200–250 m² of spinning floor area (5m ceiling) or one per 350–400 m² of weaving floor area (higher ceiling, more air mixing). Units are placed to ensure each humidifier's mist evaporation zone (2–3m radius of effective humidification) covers the adjacent production equipment without creating overlap zones (which cause localised high-humidity spots) or dead zones (which cause low humidity spots). OZ India provides a layout drawing with each project, showing humidifier positions and estimated humidity isocontour lines based on the mill's air circulation pattern.
For mills operating multiple production sections with different RH requirements (e.g. spinning at 65% RH, warping at 70% RH, weaving at 72% RH), OZ India provides independent zone control — each section has its own humidity sensors and humidifier units controlled to its specific set point. The master controller coordinates all zones from a single touch screen, with individual zone override capability for section supervisors. Zone data logging shows the RH achieved at each production section independently — providing process documentation for quality management systems and ISO 9001 audits.
CASE STUDY
Yarn Breakage Reduction Through Humidification — Spinning Mill, Ludhiana
A cotton yarn spinning mill in Ludhiana with 8,000 ring frame spindles was experiencing yarn breakage rates of 14–18 breaks per 1,000 spindle-hours during October–March (winter months when Delhi/Punjab ambient RH drops to 20–35%). At ₹2,800/hr production value, a breakage rate of 15/1000 was causing approximately ₹880/hr in lost production (40 spindle-hours/hr × ₹22/spindle-hour). The mill's evaporative cooling system was operating but achieving only 40–45% RH due to insufficient capacity.
OZ India Technology replaced the undersized evaporative system with an industrial ultrasonic humidification system: 12 units of 8 kg/hr each (96 kg/hr total capacity), ceiling-mounted with duct distribution, 8 RH sensors, and central controller targeting 65% RH. Post-commissioning winter monitoring showed 63–68% RH consistently maintained at all production positions. Yarn breakage reduced to 4.2 per 1,000 spindle-hours (72% reduction). Annual production recovery: ₹1.9 crore. System investment payback: 7 months. Additionally, yarn quality uniformity index improved by 15% — allowing the mill to command a ₹3/kg premium on their yarn grade.
FAQ
Frequently Asked Questions
What relative humidity level is recommended for cotton spinning and weaving?+
ATIRA (Ahmedabad Textile Industry Research Association) recommends: Blow room and carding: 55–60% RH; Ring spinning: 60–65% RH; Doubling/twisting: 60–65% RH; Warping and sizing: 65–70% RH; Weaving (shuttle): 70–75% RH; Weaving (shuttleless rapier/air-jet): 65–70% RH. These ranges reflect the optimal balance between fibre strength improvement (which increases with RH) and machinery rust risk (which increases above 80% RH). OZ India humidification systems maintain each section at its specific optimum RH with ±3% accuracy.
How does proper humidification reduce yarn breakage?+
Cotton fibre tensile strength increases with moisture content: at 65% RH, cotton moisture regain is 7.5% (vs 5.0% at 45% RH) — this 2.5% additional moisture increases fibre bundle strength by 18–22%. Higher individual fibre strength means the yarn withstands the tension of ring spinning and weaving operations without breaking. Additionally, higher RH reduces the coefficient of friction between fibres and guides, decreasing the tension spikes that cause sudden breakage events. A well-humidified spinning department typically achieves 60–80% reduction in breaks per 1,000 spindle-hours compared to under-humidified conditions.
Does ultrasonic humidification leave visible mist or wet the fabric/yarn?+
No — OZ India ultrasonic humidifiers produce 1–5 micron droplets that are completely invisible to the naked eye and evaporate within 2–3 metres of the nozzle outlet. At this droplet size, surface tension ensures complete evaporation before any droplet can settle on yarn, fabric, or machinery. This contrasts with high-pressure water spray systems (50–100 micron droplets) that create visible mist and risk wetting the product. OZ India's humidifier placement and nozzle direction guidelines ensure no wet zone is created in the vicinity of any production equipment.
How much electricity does an OZ India textile humidifier consume?+
OZ India industrial ultrasonic humidifiers consume 40–60 Wh per kg of water evaporated. For a 10,000-spindle spinning mill requiring 50 kg/hr of humidification during winter months (8 months per year, 16 hours/day), annual electricity cost at ₹7/kWh: 50 × 0.05 kWh × 16 hours × 240 days × ₹7 = ₹67,200/year. Compared to the annual production recovery value (₹1.5–2 crore for a 10,000-spindle mill with improved breakage rate), humidification electricity is a minor operating cost. Steam humidification of equivalent capacity would consume ₹4.8 lakh/year in electricity and steam generation — 7× higher energy cost.
What is the maintenance requirement for OZ India textile humidifiers in dusty mill environments?+
Textile mills are dusty environments (fibre fly concentrations of 1–10 mg/m³) requiring more frequent humidifier maintenance than clean environments. OZ India textile humidifiers are designed for this: IP54 enclosures prevent dust ingress to electronics, stainless steel mist chambers are lint-wipe-cleanable, and the intake air filter (G4 grade, replaceable) protects the transducer chamber from fibre accumulation. Maintenance schedule: intake filter replacement monthly (or more frequently in high-lint areas), transducer cleaning quarterly, reservoir drain and clean monthly. OZ India AMC packages for textile mills include 12 service visits per year — monthly maintenance, which is the appropriate frequency for the production environment.
RELATED
Related Applications
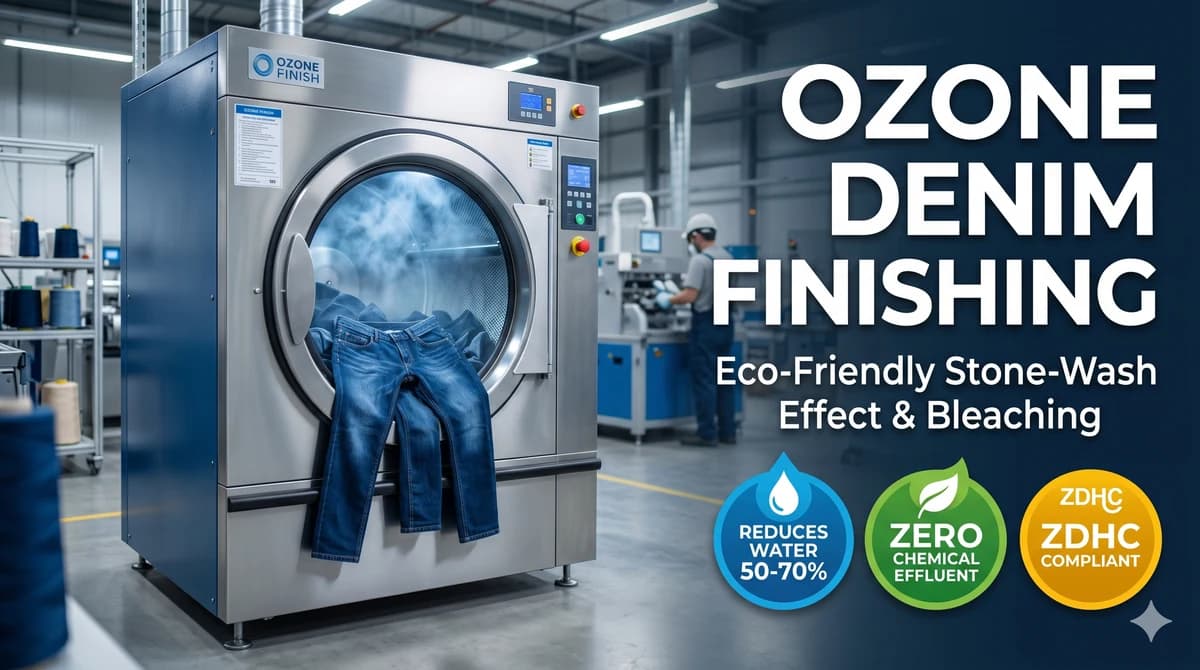
Textile and Denim Finishing
Ozone denim machine for chemical-free stone-wash effects — 70% water saving, zero pumice stone

Data Centre Humidification
ASHRAE 90.4-recommended precision humidification for data centres — ESD prevention, 40–60% RH control
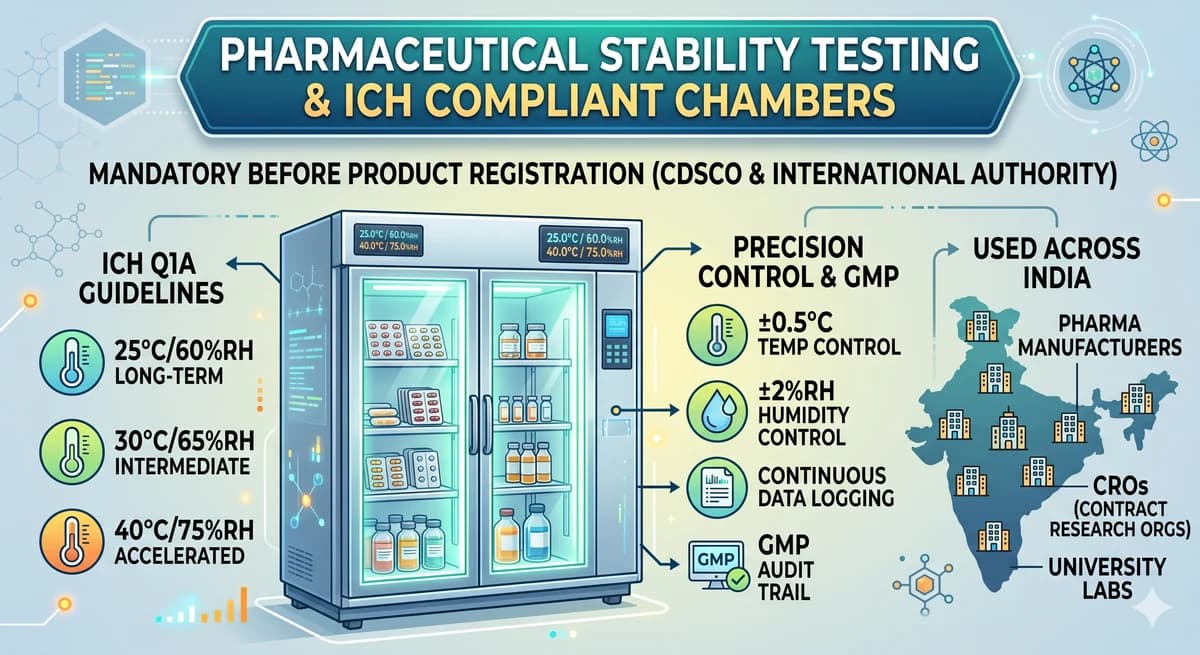
Pharmaceutical Stability Testing
ICH Q1A compliant stability chambers for Zone I–IV drug testing — CDSCO approved manufacturer
Have a question about Textile Mill?
Talk to our engineers — free technical consultation
WhatsApp Us Now