Ozone Generator in Textile and Denim Finishing
Ozone denim machine for chemical-free stone-wash effects — 70% water saving, zero pumice stone
THE NEED
Why Textile?
70%
water saving with ozone denim vs wet stone wash
60%
energy saving — no hot water or boiler needed
Zero
pumice stone required — lower fabric damage
95%
colour removal from textile ETP with ozone
GOTS
Global Organic Textile Standard — ozone compatible
30min
cycle time vs 2–3 hrs for conventional stone wash
OVERVIEW
What is Textile?
India is the world's second-largest denim manufacturer, producing over 1,200 million metres of denim fabric annually from hubs in Ahmedabad, Bengaluru, Ludhiana, and Surat. The denim finishing industry — garment washing and post-treatment — is under intense compliance pressure from global brands (H&M, Zara, Levi Strauss, PVH) who mandate ZDHC (Zero Discharge of Hazardous Chemicals) Programme compliance as a sourcing prerequisite. This means Indian denim wash units must eliminate potassium permanganate (KMnO₄), sodium hypochlorite, and other restricted process chemicals from their operations — or lose export orders.
Traditional denim finishing uses KMnO₄ for the 'stone-wash' fading and 'vintage' bleaching effects demanded by fashion markets. A 1,000-piece/day denim wash unit consumes 15–20 kg of KMnO₄ daily, generating effluent with dissolved manganese (Mn²⁺) at 50–200 mg/L — far exceeding GPCB and CPCB discharge standards (Mn²⁺ limit: 2 mg/L). The KMnO₄-bleached denim requires a sodium metabisulfite (SMBS) neutralisation step, adding further chemical load. GPCB closure notices have been issued to multiple denim wash units in Surat's GIDC clusters for KMnO₄-related effluent violations.
Ozone bleaching of denim achieves the same fading and stone-wash effects as KMnO₄ through fundamentally different chemistry — ozone oxidatively degrades the indigo chromophore (C₁₆H₁₀N₂O₂) molecule into smaller, colourless organic fragments. The bleaching effect is controlled by ozone concentration and contact time, allowing production of any finish from subtle 'used look' to extreme 'acid wash' appearance. Critically, ozone leaves no chemical residue on the denim fabric — it converts to oxygen — making ozonated denim ZDHC Manufacturing Restricted Substances List (MRSL) compliant and eliminating the SMBS neutralisation step.
OZ India Technology manufactures the Ozone Denim Machine specifically for garment-washing applications, designed for integration with standard front-loading laundry machines (rotary drums, paddle washers). The system generates ozone from ambient air at precisely controlled concentrations, injects ozone gas into the tumbling drum during the dry or wet ozone process, and includes an ozone destructor for safe exhaust. With over 20 denim wash unit installations across India's textile clusters, OZ India has the application-specific experience to deliver ZDHC-compliant denim finishing.
THE SCIENCE
How Ozone & UV Work in Textile
Ozone fades denim by oxidatively attacking the indigo dye molecule at its chromophore group — the carbon-carbon double bond conjugation that gives indigo its characteristic blue colour. Molecular ozone (O₃, redox potential 2.07V) directly cleaves the C=C double bond in indigo's central ring structure, converting the indigo molecule first to isatin (C₈H₅NO₂, a pale yellow compound) and then to smaller, colourless organic acid fragments. The degree of fading is proportional to ozone exposure: 2–5 ppm × 5 minutes produces subtle used-look fading; 20–50 ppm × 15 minutes produces stone-wash appearance; 80–100 ppm × 30 minutes produces bleached/ice-wash effect.
The dry ozone process (preferred for maximum effect and minimum water usage): denim garments are wetted to 60–70% moisture content (pick-up) in a brief cold water rinse, then transferred to the sealed tumbling drum. Ozone gas at 30–100 ppm is introduced into the rotating drum while garments tumble for 10–30 minutes. The moisture activates the ozone-indigo reaction at the denim surface — creating localised oxidation patterns that mimic the uneven wear appearance of traditionally stone-washed denim. No stones, no pumice, no KMnO₄ required. Water consumption is reduced by 70–80% compared to conventional wet stone-washing.
The wet ozone process uses ozonated water (2–5 mg/L dissolved ozone) as the process liquor instead of KMnO₄ solution, providing more uniform bleaching for all-over wash effects. OZ India supplies Venturi injector systems that dissolve ozone into the washing machine's cold water supply. The wash cycle runs at ambient temperature (20–25°C) — eliminating the energy cost of hot water while achieving the same or superior colour uniformity. Wet ozone processes are particularly suited for all-over bleach effects (salt & pepper, vintage blue) where evenness of colour change is critical.
The OZ India Ozone Denim Machine control panel allows operators to set ozone concentration (ppm), treatment time (minutes), and temperature setpoint. These three parameters together define the 'recipe' for each finish effect — and recipes can be stored and recalled digitally, ensuring consistent production run-to-run and operator-to-operator. The in-drum ozone sensor provides real-time concentration data with closed-loop control — if ozone concentration drops (due to drum leakage or ozone generator variation), the control system increases generator output to maintain the set recipe.
Effluent quality from ozone-treated denim is dramatically superior to KMnO₄-treated denim. Ozone-process effluent has: zero dissolved manganese (no Mn²⁺ discharge), COD typically 30–60% lower (no KMnO₄ oxidation byproducts, no SMBS), BOD reduced correspondingly. The indigo fragments produced by ozone oxidation are low-molecular-weight organic acids (oxalic acid, glyoxylic acid) that are readily biodegradable in ETP biological treatment — unlike the complex dye-KMnO₄ reaction products from conventional washing. GPCB and CPCB ETP discharge compliance becomes easier and cheaper.
After the ozone treatment cycle, the drum exhaust air (containing residual ozone gas) passes through the OZ India ozone destructor — a catalytic unit that converts ozone back to oxygen at ambient temperature using a MnO₂/Al₂O₃ catalyst. The exhaust air leaving the destructor contains <0.05 ppm ozone (below OSHA 0.1 ppm TWA limit), safe for the operator environment. The ozone ambient air monitor in the wash unit area provides continuous worker safety monitoring with audible alarm at 0.05 ppm — protecting laundry operators from ozone exposure.
THE SOLUTION
OZ India Technology Solution
OZ India Technology Ozone Denim Machines are available in three configurations: bench-top (for sample development and small production, 1–2 garment batches), machine-integrated (connects directly to one or two commercial washing machines, 20–50 kg/batch), and centralised (single ozone plant serving 4–8 washing machines via a distribution manifold, for production volumes of 500–2,000 pieces/day). All configurations are CE certified, manufactured under ISO 9001:2015, and include the ozone destructor and ambient air monitor as standard — ensuring ZDHC process compliance and worker safety.
ZDHC compliance documentation is a core deliverable of every OZ India denim ozone project. We provide: process description document (substituting KMnO₄ with ozone, describing the ozone process and chemical inputs), ZDHC MRSL conformity statement (confirming no MRSL-restricted substances in the process), effluent test reports (from NABL-accredited laboratory, showing Mn²⁺ <2 mg/L, meeting GPCB standards), and finished fabric tests (no detectable chemical residues on ozonated denim fabric). These documents satisfy ZDHC-auditing brand compliance teams and enable continued access to international fashion brand supply chains.
Recipe development support is provided by OZ India's technical team for customers setting up ozone denim operations. We visit the wash unit, run trial batches in collaboration with the finishing team, document the ozone recipes for each target finish effect (concentration, time, moisture pick-up), and provide a recipe library. New finish effects requested by brand buyers can be developed in-house using the OZ India equipment's recipe development mode, without external laboratory consultation. This application knowledge is a critical differentiator that reduces ramp-up time for new ozone adopters.
OZ India has installed ozone denim systems at wash units in Surat, Ahmedabad, Bengaluru, and Delhi NCR — serving both domestic brands and export-oriented manufacturers supplying European and American fashion brands. Installation typically takes 2–3 days and the system becomes productive from day one. Operating cost comparison: a 500-piece/day unit using ozone saves approximately ₹8–12 lakh per year versus KMnO₄ in chemical costs alone, with additional savings from reduced SMBS, lower ETP chemical treatment costs, and avoidance of GPCB non-compliance penalties. Payback periods of 12–18 months are typical.
PERFORMANCE
Without vs With OZ India Treatment
| Parameter | Without Treatment | With OZ India System |
|---|---|---|
| KMnO₄ consumption | 15–25 kg/day (500–1000 pieces) | Zero — fully eliminated |
| Mn²⁺ in ETP discharge | 50–200 mg/L (GPCB violation) | <0.1 mg/L (GPCB compliant) |
| SMBS neutralisation step | Required (additional chemical cost) | Eliminated |
| Water consumption | 30–40 kL/day (wet washing) | 6–10 kL/day (dry ozone) |
| ZDHC MRSL compliance | Fails — KMnO₄ is restricted | Compliant — ozone not restricted |
| Finish effect control | Manual — batch-to-batch variation | Digital recipe — repeatable ±2 ppm |
| Chemical input cost | KMnO₄ + SMBS: ₹18–25/piece | Ozone electricity: ₹1–3/piece |
PERFORMANCE DATA
Technical Performance Data
Reference data for ozone treatment system design and validation — applicable to Textile applications. All data per standard water treatment engineering practice (AWWA, WHO, CPCB guidelines).
Pathogen Log Inactivation at 3 mg/L Ozone (CT = 45 mg·min/L)
BOD Reduction (%) vs Ozone Dose — Typical STP/ETP Secondary Effluent
E. coli Log Inactivation vs Contact Time at 3 mg/L Ozone
System Sizing Guide — Plant Flow Rate vs Ozone Generator Capacity
RECOMMENDED EQUIPMENT
Products for Textile

Ozone Denim Machine
Industrial ozone denim finishing machine for eco-friendly stone-wash effect without chemicals or pumice stones

Ozone Generator — Industrial 10-25g/hr
Industrial ozone generator for medium-scale STP ETP and water treatment plants

Ozone Generator — Heavy Industrial 30-50g/hr
Heavy industrial ozone generator for large STP ETP plants and municipal water treatment
UV Wastewater Reuse Series — STP & ETP
UV disinfection for STP and ETP treated effluent reuse — CPCB tertiary discharge norms compliant
SIZING GUIDE
Installation & Sizing Guide
Ozone denim machine sizing is based on daily production volume (garments/day or kg/day) and the mix of finish effects required. The key parameter is ozone dose per kilogram of denim: for light used-look effects (10–20 ppm × 10 min), dose is low; for heavy bleach effects (50–100 ppm × 25 min), dose is high. OZ India calculates ozone generator capacity based on the batch size (kg), average drum volume (m³), target ozone concentration (ppm), leakage factor (10–20% for typical drum sealing), and treatment time. Typical sizing: 500 pieces/day (250 kg/day) using mid-range effects → 10g/hr ozone generator serving 2 machines in rotation.
For centralised ozone plants serving multiple washing machines, the generator is sized for the peak simultaneous demand — typically 50–60% of the machines running ozone cycles at any time while the remainder are in rinse/spin/load cycles. A manifold distribution system with solenoid valves routes ozone to the active machines. OZ India provides P&ID drawings for centralised systems showing the generator, distribution manifold, individual machine connections, and ozone destructor. Factory layout and utility requirements (electrical load, ventilation) are detailed in the engineering package submitted before equipment supply.
Ozone concentration in the drum is measured by the in-drum sensor; generator output is automatically adjusted to maintain the recipe concentration regardless of garment load or drum leakage variation. OZ India recommends a site visit before order — our engineers inspect the existing washing machines, drum sealing condition, and wash unit layout to design the optimum ozone system configuration. Contact OZ India with: number of washing machines, machine capacity (kg), daily production target, and target finish effects (light/medium/heavy bleach) for a complete proposal.
CASE STUDY
KMnO₄ Replacement and ZDHC Compliance — Denim Wash Unit, Surat
A denim garment wash unit in Surat's GIDC Sachin area was losing export orders from two European brand buyers due to failure of ZDHC MRSL wastewater audits (elevated Mn²⁺ from KMnO₄ use). The unit processed 800 pieces/day using KMnO₄ for three finish styles, consuming 22 kg KMnO₄/day and discharging Mn²⁺ at 85 mg/L versus GPCB limit of 2 mg/L.
OZ India Technology installed a centralised 25g/hr ozone denim system with manifold serving 4 washing machines. Recipe development took 5 days — all three finish styles were successfully replicated with ozone (light: 25 ppm × 12 min; medium: 55 ppm × 20 min; heavy: 85 ppm × 28 min). Post-installation: Mn²⁺ in effluent <0.1 mg/L (below detection), KMnO₄ consumption zero, SMBS consumption zero. Annual chemical saving: ₹9.6 lakh. ZDHC audit passed within 30 days of installation. Both European brand buyers reinstated the unit as an approved wash partner.
FAQ
Frequently Asked Questions
Can ozone completely replace potassium permanganate (KMnO₄) in denim finishing?+
Yes — OZ India ozone denim systems achieve all finish effects that KMnO₄ produces: used-look fading, stone-wash, vintage wash, and bleached/ice-wash effects. Ozone recipes (concentration × time) are calibrated to match specific KMnO₄ finish standards. The transition from KMnO₄ to ozone is permanent — once the ozone system is installed and recipes are developed, KMnO₄ is completely eliminated from the process. OZ India provides full recipe development support to ensure every existing finish style is replicated before the changeover is complete.
Is ozone-treated denim ZDHC MRSL compliant?+
Yes — ozone is not a restricted substance under the ZDHC Manufacturing Restricted Substances List (MRSL). Ozone converts to oxygen after treatment, leaving no chemical residue on the denim fabric or in the effluent. OZ India provides ZDHC process documentation confirming that the ozone denim process uses no MRSL-restricted substances at any stage. This documentation is accepted by ZDHC-auditing brand compliance teams from H&M, Inditex (Zara), PVH, and other ZDHC signatory brands.
How much water is saved with ozone denim washing compared to conventional washing?+
The dry ozone process reduces water consumption by 60–80% compared to conventional wet stone-washing. A 1,000-piece/day wash unit using conventional wet processes consumes approximately 30–40 kL/day of water. With dry ozone processing, water consumption reduces to 6–10 kL/day (only for the brief pre-wetting and post-wash rinse). For water-scarce Gujarat textile clusters, this reduction has strategic value beyond cost savings — it reduces dependence on groundwater and GIDC water allocation.
What finish effects can be achieved with ozone on denim?+
OZ India ozone denim systems can achieve: light used-look (subtle fading at low concentration/short time), medium vintage wash (mid-range bleaching with dimensional effect), heavy stone-wash effect (strong bleaching matching 8-10 hour traditional stone-wash), ice-wash/acid-wash effect (extreme surface bleaching with pattern), and hand-sanding simulation (combined ozone + laser or ozone + sandpaper finish). The specific ozone recipe for each effect is developed by OZ India's technical team in collaboration with the wash unit's finishing team during the installation commissioning.
What maintenance does the OZ India ozone denim system require?+
The OZ India ozone denim system requires: weekly check of drum seal gaskets (replace if ozone leakage detected), monthly dew-point check of air dryer, annual electrode cell replacement in the ozone generator (2–3 year expected life at typical duty cycle), biannual catalyst check in the ozone destructor, and monthly calibration check of the ozone ambient air monitor. OZ India provides an Annual Maintenance Contract covering 4 scheduled service visits, emergency response within 48 hours, and all consumables (electrodes, membranes, catalyst) — maintaining system performance and worker safety throughout the year.
RELATED
Related Applications
Effluent Treatment Plant (ETP)
Advanced ozone oxidation for colour removal, COD reduction, and CETP compliance in industrial ETPs
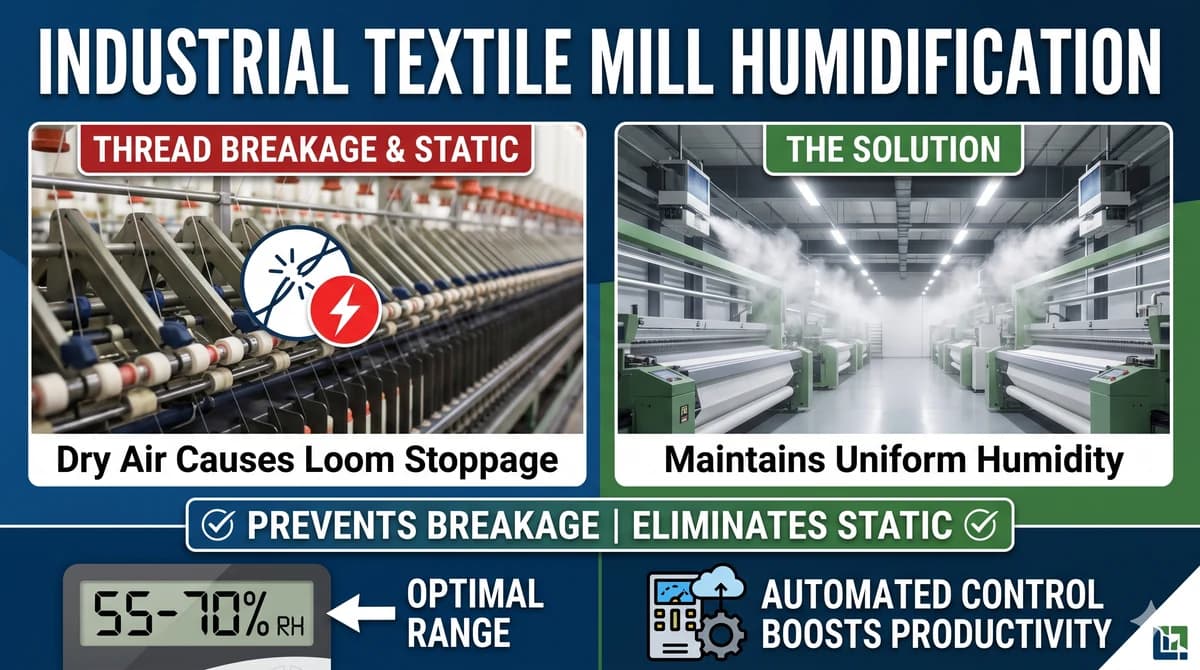
Textile Mill Humidification
Ultrasonic humidification for spinning, weaving, and finishing — 65–75% RH for zero yarn breakage

Food Processing and Safety
FSSAI-compliant ozone disinfection for food contact surfaces, CIP, cold storage, and vegetable washing